Заземление корпусов осветительных щитков, светильников (прожекторов) выполнить путем присоединения их к металлоконструкциям мачт.
Разметку отверстии для крепления прожекторов (поз. 2, 3) выполнить с учетом углов поворота в горизонтальной плоскости. Количество прожекторов на каждой конкретной площадке и углы поворота в горизонтальной плоскости приведены на листе 2.1 Разметку отверстии для крепления прожекторов (поз. 2, 3) выполнить с учетом углов поворота в горизонтальной плоскости. Количество прожекторов на каждой конкретной площадке и углы поворота в горизонтальной плоскости приведены на листе 2.
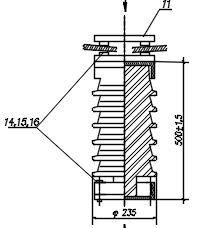
Кабель между шкафом распределительным 0,4 кВ и клеммной коробкой на вертикальном участке (по всей высоте) и более до ПРА проложить в трубах согласно ПУЭ п.4.2.141 (издание седьмое) для защиты от наведения потенциала при прохождении тока молнии, а так же от воздействия прямых солнечных лучей и для механической защиты. Размеры, обозначенные знаком ", уточнить при монтаже в соответствии с установочными размерами приобретенного шкафа распределительного 0,4 кВ.
Выполнить защиту надземной части труб от коррозии методом нанесения двух слоев цинконаполненной композиции ЦИНОЛ и одного слоя покрывной краски АЛПОЛ. Радиус изгиба труб для прокладки кабелей по площадке должен быть не менее 200 мм. Торцы труб с внутренней стороны должны быть скруглены с радиусом не менее 5 мм. Перемычку ПГС 95-280У1 соединить с болтом заземления шкафа распределительного 0,4 кВ и с металлоконструкцией мачты.
Металлоконструкцию мачты соединить с заземляющим устройством ПС полосовой сталью (поз. 11) при помощи сварки. Для обеспечения автоматического отключения питания в случае повреждения изоляции металлоконструкцию прожекторной мачты и корпус шкафа распределительного присоединить к нулевым защитным РЕ-проводникам питающих кабелей. Защитные зажимы прожекторов, ПРА и корпуса коробок (поз. 2,2а, 4) присоединить к металлоконструкции прожекторной мачты, используемой в качестве нулевого защитного РЕ-проводника.
Стальные изделия и метизы для крепления элементов оборудования должны быть оцинкованы в заводских условиях методом горячего цинкования толщиной не менее 80 мкм. После монтажа осуществляется только восстановление покрытия проектируемых металлоконструкций составом холодного цинкования "Химгранб-ЦСП" ТУ 2313-01-93732428-2006 за два раза, общей толщиной не менее 80 мкм.
 Разделы АС, АР, КЖ, КМ, КМД и т.д.
Разделы АС, АР, КЖ, КМ, КМД и т.д. Разделы ЭМ, ЭС, ЭО, ЭОМ и т.д.
Разделы ЭМ, ЭС, ЭО, ЭОМ и т.д. Разделы ОВ, ОВиК, ТМ, ТС и т.д.
Разделы ОВ, ОВиК, ТМ, ТС и т.д. Разделы ПС, ПТ, АПС, ОС, АУПТ и т.д.
Разделы ПС, ПТ, АПС, ОС, АУПТ и т.д. Разделы ТХ и т.д.
Разделы ТХ и т.д. Разделы ВК, НВК и т.д.
Разделы ВК, НВК и т.д. Разделы СС, ВОЛС, СКС и т.д.
Разделы СС, ВОЛС, СКС и т.д. Разделы АВТ, АВК, АОВ, КИПиА, АТХ, т.д.
Разделы АВТ, АВК, АОВ, КИПиА, АТХ, т.д. Разделы АД, ГП, ОДД т.д.
Разделы АД, ГП, ОДД т.д. Чертежи станков, механизмов, узлов
Чертежи станков, механизмов, узлов Базы чертежей, блоки
Базы чертежей, блоки для студентов всех специальностей
для студентов всех специальностей Котлы и котельное оборудование
Котлы и котельное оборудование.") Рабочий проект рабочего освещения подстанции - открытого распределительного устройства (ОРУ).
Рабочий проект рабочего освещения подстанции - открытого распределительного устройства (ОРУ).











 Каталог нормативной документации
Каталог нормативной документации