В проекте «Строительство ТЭЦ» в качестве основного топлива принят Ерковецкий бурый уголь марки 2БР с зольностью на рабочую массу 10,95%. В проекте «Строительство ТЭЦ» в качестве основного топлива принят Ерковецкий бурый уголь марки 2БР с зольностью на рабочую массу 10,95%.
В качестве растопочного топлива - мазут марки 100. Доставка твердого топлива и мазута на площадку ТЭЦ осуществляется железнодорожным транспортом. Дальность доставки твердого топлива составляет 194 км.
Часовой расход натурального топлива с зольностью 10,95% и калорийностью 2960 ккал/кг при работе 5-ти котлоагрегатов на номинальной нагрузке будет составлять: 91,7 х 5 = 458,5 т/ч.
2 Существующее топливное хозяйство
Существующее топливное хозяйство выполнено с 1-ой очередью строительства ТЭЦ и в ходе реализации строительства 2-ой очереди. В настоящее время подача топлива производится на действующие котлоагрегаты ст. №№1 - 4.
Доставка топлива на площадку ТЭЦ осуществляется в полувагонах г/п 70т.
Надвиг полувагонов в ротор вагоно опрокидывателей производится электротележками- толкателями Т-16.
Расчетная производительность одного вагоноопрокидывателя при разгрузке полувагонов г/п 70 тонн, согласно ВНТП-81 п. 4.1.4 с учетом маневровых операций, составляет: 70 х 12 =840 т/ч,
где 12 - число опрокидываний в час.
Производительность вагоноопрокидывателей ограничивается производительностью ленточных питателей, производительность которых составляет 500 т/ч.
Ленточные конвейеры №№ 1АБ, 2АБ, 5/1 и 5/2, имеющие производительность 1100 т/ч, обеспечивают интенсивность разгрузки полувагонов равную 840 т/ч, для транспортировки его на угольный склад.
Требуемая производительность топливоподачи для снабжения топливом 4-х работающих котлоагрегатов должна быть:
91,7 х 4 х 1,2 = 440,16 т/ч Ленточные конвейеры основного тракта №ЗАБ и конвейеры бункерной галереи №4АБ имеющие производительность 550т/ч, также обеспечивают требуемую производительность 440,16т/ч.
Технологические линии конвейеров выдачи топлива со склада имеют ограничение по производительности, равное 350 т/ч, и поэтому не обеспечивают требуемой производительности, равной 440,16 т/ч.
В состав топливного хозяйства входят следующие основные здания и сооружения: Тензометрические вагонные весы ВД-30-1, для взвешивания в движении поступающих железнодорожных составов с углем.
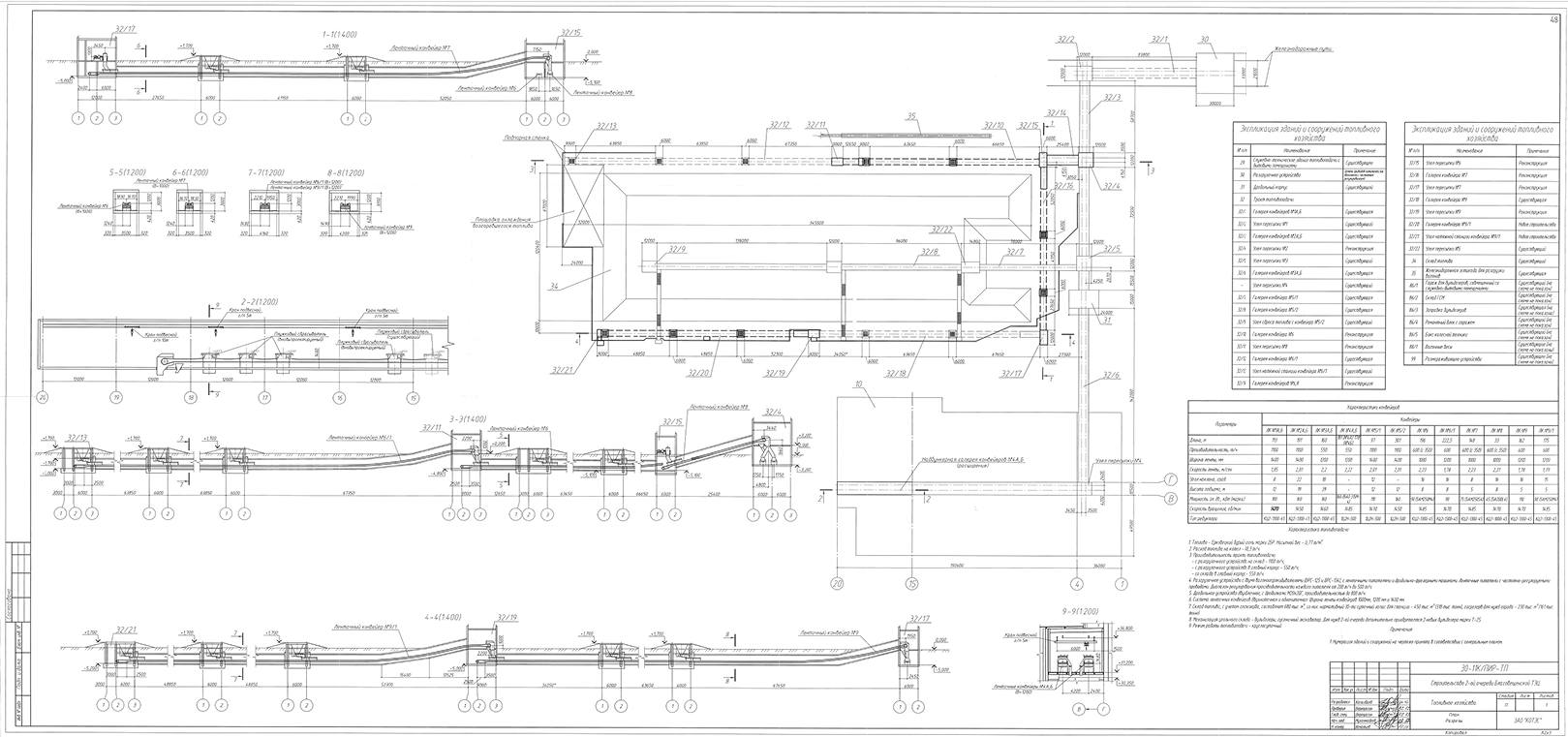
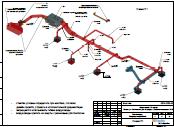
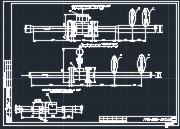
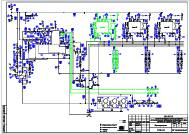
Схема топливного хозяйства
Для увеличения нажмите на картинку
Разгрузочное устройство для выгрузки твердого топлива из полувагонов.
В состав разгрузочного устройства входят:
- вагоноопрокидыватели ВРС-125 - 1 шт. и ВРС-134 - 1 шт.
- пульты управления вагоноопрокидывателями - 2 шт.
- дробильно-фрезерные машины ДФМ-11А - 4 шт. и ДФМ-20У - 2 шт.
- приемные бункеры - 6 шт.
- ленточные питатели В=1400 мм, Q=250 т/ч - 3 шт., и В=1600 мм, Q=250 т/ч - Зшт.
- электротележки-толкатели Т -16-2 шт.
- аспирационные установки с циклонами ЦН-15 - 2 шт.
- вибраторы на вагоноопрокидывателях - 6 шт.
Приемные бункеры вагоно-опрокидывателей перекрыты решетками с ячейкой 350x350мм.
Оборудование вагоноопрокидывателей имеет две самостоятельные технологические линии - вагоно опрокидыватель №1 и вагоноопрокидыватель №2. Одна технологическая линия находится в работе, другая находится в резерве. Периодичность перехода с одной технологической линии на другую осуществляется по графику.
Дробильное устройство с двумя дробилками типа М20х20Г, производительностью 600- 800 т/ч каждая, в комплексе со вспомогательным оборудованием и пересыпными коробами.
В дробильном корпусе осуществляется пересыпка топлива с конвейеров №2АБ в дробилки, где осуществляется дробление рядового топлива до фракции 0-25мм, и далее топливо поступает на конвейеры №ЗАБ. Перед каждой дробилкой в пересыпном коробе установлен колосниковый грохот для отсеивания мелкой фракции до 25мм. В дробильном корпусе осуществляется очистка топлива от магнитного металла с помощью подвесных магнитных сепараторов (ПМС), установленных над конвейерами №2АБ поперек ленты.
Подвесные магнитные сепараторы работают совместно с металлодетекторами МД800-4К. Металлодетекторы установлены на конвейерах №2АБ. По их сигналу происходит переход подвесного магнитного сепаратора из «ждущего» режима в «форсированный» режим, в результате чего напряжение на ПМС повышается со 110В до 322В, а ток с 4А до 20А.
Узел пересыпки №1 - осуществляется пересыпка топлива с ленточных конвейеров №1АБ на ленточные конвейеры №2АБ. Система пересыпных коробов перекрестная, обеспечивающая пересыпку топлива с конвейеров №1АБ на любой из конвейеров №2АБ с помощью перекидных шиберов. Пересыпные короба квадратного сечения размером 1,0х1,0(м).
Стенки пересыпных коробов изготовлены из листовой стали толщиной 8-10мм. Внутри пересыпных коробов, в местах движения топлива, выполнены округления углов стенок.
Узел пересыпки №2 - осуществляется пересыпка топлива со складских ленточных конвейеров №6 и №8 на проходные ленточные конвейеры №2АБ, а также осуществляется очистка топлива от магнитного металла с помощью подвесных магнитных сепараторов (ПМС), установленных над приводными барабанами конвейеров №6 и №8. Подвесные магнитные сепараторы работают совместно с металлодетекторами МД800-4К.
Металлодетекторы установлены на конвейерах №6 и №8. По их сигналу происходит переход подвесного магнитного сепаратора из «ждущего» режима в «форсированный» режим, в результате чего напряжение на ПМС повышается со 110В до 322В, а ток с 4А до 20А. Система пересыпных коробов перекрестная, обеспечивающая пересыпку топлива с конвейеров №6 и №8 на любой из конвейеров №2АБ с помощью перекидных шиберов. Пересыпные короба квадратного сечения размером 1,0х1,0(м). Стенки пересыпных коробов изготовлены из листовой стали толщиной 8- 10мм. Внутри пересыпных коробов, в местах движения топлива, выполнены округления углов стенок.
Узел пересыпки №3 - осуществляется пересыпка топлива с ленточных конвейеров №2АБ на ленточный конвейер №5/1, выдачи топлива на склад. Пересыпка осуществляется с помощью односторонних плужковых сбрасывателей, установленных на ленточных конвейерах №2АБ.
Узел пересыпки №4 - осуществляется пересыпка топлива с ленточных конвейеров №ЗАБ основного тракта на ленточные конвейеры №4АБ бункерной галереи. Система пересыпных коробов перекрестная, обеспечивающая пересыпку топлива с конвейеров №ЗАБ на любой из конвейеров №4АБ с помощью перекидных шиберов. Пересыпные короба круглого сечения.
Система ленточных конвейеров №1АБ, 2АБ, ЗАБ, основного тракта топливоподачи
- подача топлива в главный корпус. Ленточные конвейеры основного тракта полностью сдублированы и составляют две технологические линии (нитки), которым присвоены индексы «А» (слева по ходу топлива) и «Б» (справа по ходу топлива). Одна нитка конвейеров рабочая, другая - резервная. Обе нитки конвейеров располагаются в одной галерее. Исполнение ленточных конвейеров общепромышленное.
Ширина ленты конвейеров №1АБ и №2АБ - 1400 мм, производительность - 1100 т/ч. Ширина ленты конвейеров №ЗАБ - 1200 мм, производительность - 550 т/ч. На ленточных конвейерах №ЗАБ установлены автоматические ленточные весы марки BE 4050, для взвешивания прошедшего по конвейеру угля с нарастающим итогом, а также для определения мгновенной производительности конвейера.
Система ленточных конвейеров №5/1, 5/2 выдачи топлива на склад - однониточная.
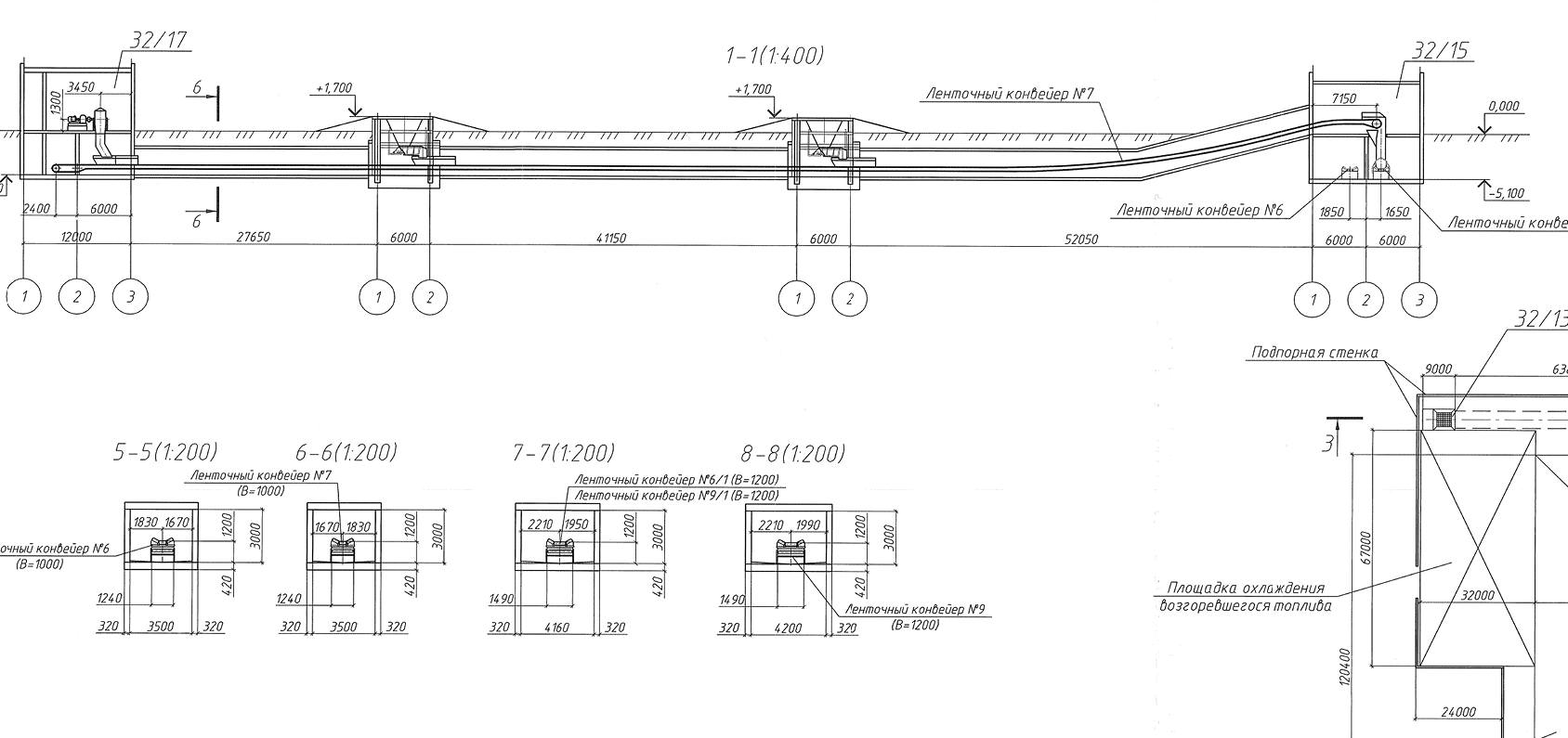
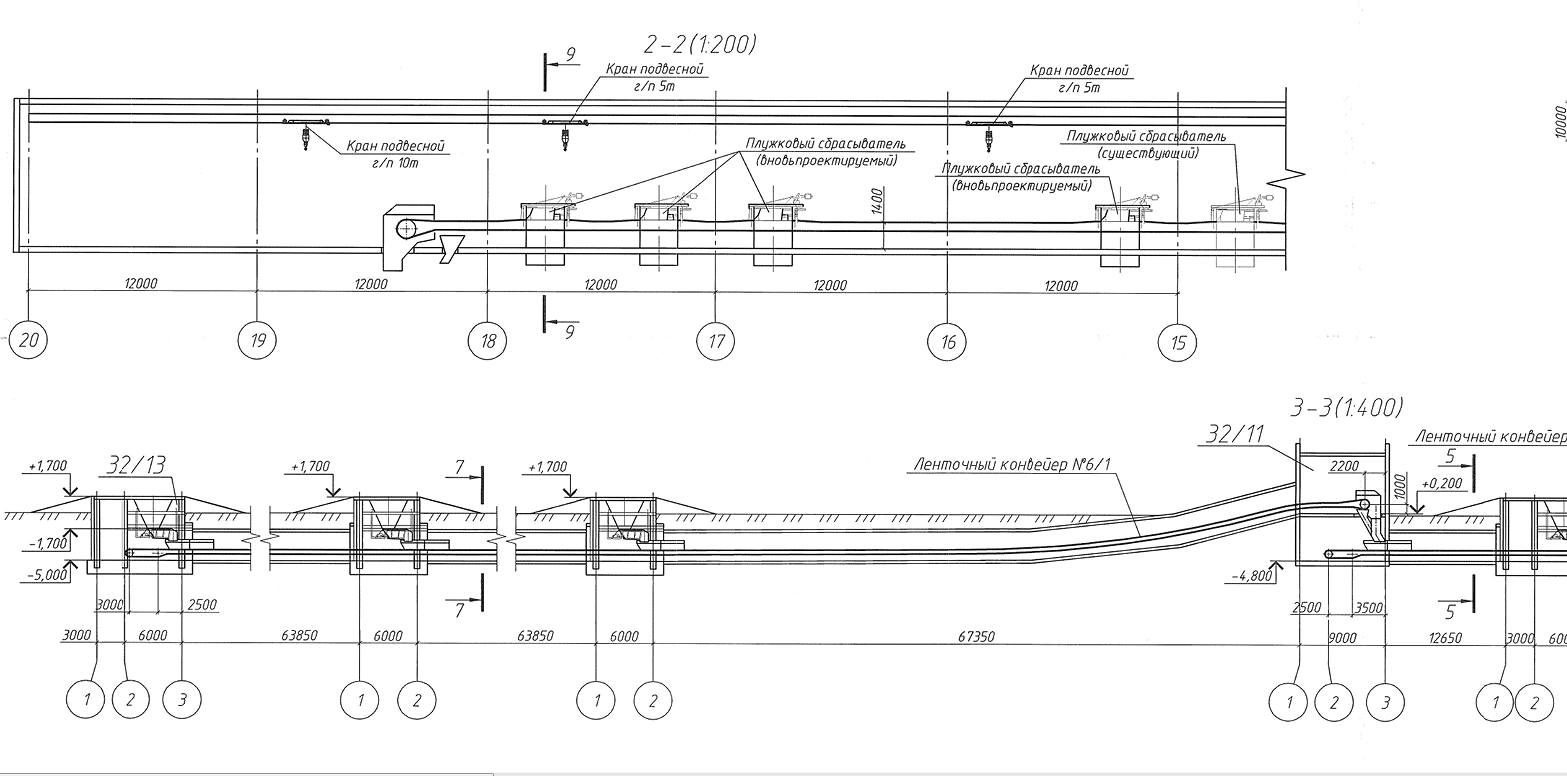
Исполнение ленточных конвейеров общепромышленное. Ширина ленты конвейеров - 1400мм, производительность - 1100т/ч. На ленточном конвейере №5/1 установлены два двухсторонних плужковых сбрасывателя для промежуточной разгрузки топлива на угольный склад. На ленточном конвейере №5/2 установлено восемь двухсторонних плужковых сбрасывателей. В головной части конвейера №5/2 разгрузка топлива на угольный склад производится через приводной барабан. Под каждой точкой сброса по проекту института «ВНИПИЭнергопром» предусматривались телескопические трубы для уменьшения пыления при сбросе топлива в угольный штабель. Телескопические трубы не были введены в эксплуатацию и демонтированы.
Узел пересыпки №5 - осуществляется пересыпка топлива с ленточного конвейера №5/1 на ленточный конвейер №5/2 выдачи топлива на склад.
Система ленточных конвейеров выдачи топлива со склада включает в себя две независимые нитки конвейеров.
Одна нитка - ленточные конвейеры №6 и №6/1. Ширина ленты конвейеров №6 - 1000 мм, производительность 350 т/ч. Ширина ленты конвейера №6/1 - 1200 мм, производительность 600 т/ч. Подача топлива с угольного склада на ленточные конвейеры №6 и №6/1 производится бульдозерами через загрузочные бункеры этих конвейеров.
Другая нитка - ленточные конвейеры №7, №8, №9. Исполнение ленточных конвейеров общепромышленное. Ширина ленты конвейеров №7 и №8 - 1000 мм, производительность 350т/ч. Ширина ленты конвейера №9 - 1200 мм, производительность 600 т/ч. Подача топлива с угольного склада на ленточные конвейеры №7 и №9 производится бульдозерами через загрузочные бункеры этих конвейеров.
Узел пересыпки №6 - осуществляется пересыпка топлива с ленточного конвейера №7 на ленточный конвейер №8, подающий топливо на конвейеры основного тракта. Пересыпные короба узла пересыпки прямоугольного сечения размером 1,0x1,0 м. Стенки пересыпных коробов изготовлены из листовой стали толщиной 8-10 мм.
Узел пересыпки №7 - осуществляется пересыпка топлива с ленточного конвейера №9 на ленточный конвейер №7. Пересыпные короба узла пересыпки круглого сечения толщиной стенки 8,0 мм.
Узел пересыпки №8 - осуществляется пересыпка топлива с ленточного конвейера №6/1 на ленточный конвейер №6. Пересыпные короба узла пересыпки прямоугольного сечения размером 1,Ох 1,0 м. Стенки пересыпных коробов изготовлены из листовой стали толщиной 8-10 мм.
Узел пересыпки №9 -в настоящее время располагается натяжная станция ленточного конвейера №9.
Загрузочные бункеры - с качающимися питателями, расположенные над конвейерами №6, №6/1, №7, №9, через которые осуществляется загрузка топлива с угольного склада и дозированная подача этого топлива на конвейеры.
Над конвейером №6 установлено два бункера с качающимися питателями КП-10.
Производительность качающегося питателя КП-10 - до 375 м3/ч.
Над конвейером №6/1 установлено три бункера с качающимися питателями КП-12.
Производительность качающегося питателя КП-12 - до 630 м3/ч.
Над конвейером №7 установлено два бункера с качающимися питателями КП-10.
Производительность качающегося питателя КП-10 - до З75м3/ч.
Над конвейером №9 установлено два бункера с качающимися питателями КП-12.
Производительность качающегося питателя КП-12 - до 630 м3/ч.
Склад угля, с учетом Госрезерва составляет 680 тыс.м3. Требуемый нормативный 30-ти суточный запас для станции должен быть 360 тыс. м3 (254 тыс. тонн). Госрезерв составляет 320 тыс. м3 и расходуется в течение года для нужд города Благовещенска. Склад механизирован бульдозерами. Бульдозерный парк состоит из 3-х бульдозеров ДЭТ-250, 4-х бульдозеров Т-330, 2-х бульдозеров Т-170, одного бульдозера «Kamatsu», гусеничного экскаватора ЭО-5124А, а также колесных погрузчиков К-701 и ТО-18-Б.З. Вокруг угольного склада сооружена подпорная стенка высотой 2,0 - 3,0 метра.
Размораживающее устройство - в зимнее время осуществляется размораживание вагонов со смерзшимся топливом. В качестве теплоносителя используется пар.
Гаражи для автотракторной техники - для стоянки 12 единиц, с участком по ремонту двигателей. Стационарная мойка автотракторной техники отсутствует.
Топливоподача в пределах главного корпуса. Для обеспечения транспортировки
топлива и распределения его по бункерам сырого угля в пределах действующих котлоагрегатов ст. №№1, 2, 3, 4 главного корпуса задействована система ленточных конвейеров №4АБ.
Распределение топлива по бункерам сырого угля котлоагрегатов осуществляется с помощью плужковых сбрасывателей, установленных на этих конвейерах. Машинистом топливоподачи, обслуживающим ленточные конвейеры №4АБ, производится отбор проб твердого топлива при подаче топлива в БСУ котлоагрегатов с целью определения его качества. Пробу отбирают из потока топлива через лючок в БСУ с помощью совка с отбирающим элементом 100x250x100мм.
Изготовитель существующих ленточных конвейеров тракта топливоподачи - Карагандинский машиностроительный завод им. Пархоменко, г. Караганда, Республика Казахстан.
В разгрузочном устройстве, дробильном корпусе, главном корпусе и узлах пересыпки действуют аспирационные установки. Тракт топливоподачи оснащен системой гидроуборки.
Сточные воды после аспирации и гидросмыва проходят локальную очистку в отстойниках насосных станций; отстоявшаяся вода багерными насосами подается в систему ГЗУ.
Тракт топливоподачи автоматизирован. Щит управления механизмами тракта топливоподачи располагается в здании СБК ТТЦ.
Предусмотрена механизация ремонтных работ в существующем топливном хозяйстве различными грузоподъемными механизмами.
В состав топливного хозяйства, построенного в ходе реализации строительства 2-ой очереди, входят также объекты незавершенного строительства: - галерея конвейера №9/1 - не эксплуатируется, находится в затопленном состоянии, ленточный конвейер №9/1 не смонтирован. - узел. натяжной- станции - конвейера №9/1 - не эксплуатируется, находится в затопленном состоянии, натяжная станция ленточного конвейера №9/1 не смонтирована. - кольцевой противопожарный водопровод вокруг угольного склада - не построен.
3 Технические решения при расширении топливного хозяйства
Часовой расход натурального топлива с зольностью 10,95% и калорийностью 2960 ккал/кг при работе 5-ти котлоагрегатов на номинальной нагрузке будет составлять: 91,7 х 5 = 458,5 т/ч Требуемая производительность топливоподачи с учетом 20% запаса по производительности должна быть не менее: 91,7 х 5 х 1,2 = 550 т/ч Производительность существующего тракта топливоподачи равна: - подачи топлива от разгрузочного устройства на склад - 1100 т/ч - основного тракта топливоподачи - 550 т/ч - выдачи топлива со склада - 350 т/ч
При расширении ТЭЦ котлоагрегатом ст. №5 существующий конвейерный тракт выдачи топлива со склада не обеспечивает требуемую производительность и подлежит реконструкции.
В связи с этим в проекте предусматривается:
1. Завершение строительства галереи конвейера №9/1 с тремя загрузочными бункерами.
2. Установка в галерее №9/1 ленточного конвейера с шириной ленты В=1200 мм, производительностью 600 т/ч.
3. Установка в загрузочных бункерах галереи конвейера №9/1 3-х качающихся питателей марки ПК-1,2-12 производительностью до 630 м3/ч каждый.
4. Замена существующего ленточного конвейера №6 с шириной ленты В=1000 мм, а=20°, V=l,78 м/с, производительностью 350 т/ч, на новые - с шириной ленты В=1000 мм, а=30°, V=2,23 м/с, производительностью 600 т/ч.
5. Замена двух существующих качающихся питателей марки КП-10 в загрузочных бункерах конвейера №6 на новые качающиеся питатели - марки ПК-1,2-12, производительностью каждого до 630 м3/ч.
6. Замена существующего ленточного конвейера №7 с шириной ленты В=1000 мм,а=20°, V=l,78 м/с, производительностью 350 т/ч, на новые - с шириной ленты В=1000 мм, а=30°, V=2,23 м/с, производительностью 600 т/ч.
7. Замена двух существующих качающихся питателей марки КП-10 в загрузочных бункерах конвейера №7 на новые качающиеся питатели - марки ПК-1,2-12, производительностью каждого до 630 м3/ч.
8. Замена существующего ленточного конвейера №8 с шириной ленты В=1000 мм, а=20°, V=l,78 м/с, производительностью 350т/ч, на новые - с шириной ленты В=1000 мм, а=30°, V=2,21 м/с, производительностью 600 т/ч.
9. Удлинение существующих ленточных конвейеров №4АБ надбункерной галереи на 48 метров, с переносом существующих приводных станций от оси 15 к оси 18 главного корпуса.
Удлиняемая часть конвейеров №4АБ комплектуется транспортерной лентой, роликоопорами, очистными устройствами, плужковыми сбрасывателями (8 шт.), металлоконструкциями средней части конвейера.
10. Замена существующих пересыпных течек в узлах пересыпки №№2, 6, 7, 8 на новые.
11. Установка пересыпных коробов в узле пересыпки №9 и приемного лотка для организации пересыпки топлива с ленточного конвейера №9/1 на ленточный конвейер №9.
12. Замена по реконструируемым узлам систем отопления, вентиляции, и аспирации. -
13. Строительство вокруг угольного склада кольцевого противопожарного водопровода
14. Замена существующих односкоростных приводов ленточных питателей разгрузочного устройства, производительностью по 250 т/ч, на приводы с частотным регулированием производительностью питателей в диапазоне от 200 т/ч до 500 т/ч.
Устанавливаемые ленточные конвейеры №№6, 7, 8, 9/1 изготавливаются в пожаробезопасном исполнении и укомплектовываются трудновоспламеняющейся транспортерной лентой, приводными и натяжными станциями, роликоопорами, очистными устройствами ленты, устройствами плавного пуска, датчиками автоматизации.
Для облегчения и ускорения разгрузки и зачистки подвижного состава на вагоноопрокидывателях, особенно в зимнее время, в проекте предусматривается оснащение существующих вагоноопрокидывателей принципиально новыми устройствами - магнитно- импульсными системами УМИВ, позволяющими производить разгрузку полувагона без предварительного размораживания.
По сравнению с существующими размораживающими устройствами можно выделить следующие преимущества УМИВ:
- при работе магнитно-импульсной системы, воздействие на стенки полувагона происходит за счет импульсов, которые не разогревают борта вагона и материал, что исключает образование влаги;
- не требуется теплоноситель;
- высокое качество очистки без повреждения стенок вагонов;
- исключение ручного труда;
- экологичность;
- низкие капитальные затраты;
- низкие эксплуатационные расходы (разогрев примерзшего к борту полувагона слоя материала толщиной до 50 мм расходует более 600 кВт*ч, тогда как эти затраты на установке УМИВ не превышают 2 кВт*ч).
- уменьшение всего цикла разгрузки; - долговечность (как самой системы УМИВ, так и технологического оборудования, в составе которого они используются);
Система УМИВ производит зачистку ж/д полувагонов в опрокинутом состоянии от примерзшего угля в цикле работы вагонопрокидывателя. УМИВ работает в комплексе с вагоне опрокидывателем, вагонотолкателем и дробильно-фрезерной машиной, расположенной на решетках приемных бункеров.
В привалочную стенку вагоноопрокидывателя встраиваются (утоплены) рабочие органы - индукторы системы УМИВ. С противоположной стороны (от продольной оси вагоноопрокидывателя) устроена приводная рама с индукторами УМИВ для обработки противоположного борта полувагона.
К зафиксированному в роторе вагоноопрокидывателя полувагону прикладываются механическим способом в процессе его привалки и опрокидывания рабочие органы (индукторы) УМИВ (см. рис. 3.1). После фиксации ротора в конечном положении (полувагон опрокинут, частично опорожнен) и прилегании индукторов к продольным бортам п/вагона подаётся серия импульсов, которые воспроизводят импульсно-волновое воздействие и отделяют от борта примёрзший и налипший материал.
Состав основных элементов УМИВ:
1. Внешние элементы:
- пульт управления, состоящий из монитора 17" и компьютерного блока (устанавливается в помещении оператора вагоноопрокидывателя);
- блок питания;
- соеденительные кабели.
2. Внутренние элементы в составе вагоноопрокидывателя: индукторы, силовые блоки (ГИТ), соединительные кабели, механизмы подвода индукторов.
Магнитно-импульсная система зачистки бортов ж/д полувагонов УМИВ изготавливается в соответствии с ТУ3414-003-00129857-00.
Для проверки соответствия УМИВ требованиям ГОСТ 22789 и требованиям ТУ проводят соответствующие приемо-сдаточные испытания.
Проектируемый тракт топливоподачи оборудуется системой гидросмыва, противопожарным водопроводом, автоматической системой дренчерного водяного пожаротушения, аспирационными системами и устройствами пылеподавления, системой автоматического управления технологическим процессом.
Емкость угольного склада при расширении станции не увеличивается и составляет 680 тыс. м3. Требуемый нормативный 30-ти суточный запас при расширении должен быть не менее 450 тыс. м3 (318 тыс. тонн). Госрезерв, который расходуется в течение года для нужд города Благовещенска, при расширении станции составит 230 тыс. м3. Бульдозерный парк увеличивается на 2 бульдозера Т-25.
Оборудование топливоподачи и применяемые материалы проектируются, выбираются и устанавливаются в соответствии с обязательными нормами и стандартами России.
4 Механизация ремонтных работ
Оборудование топливоподачи скомпоновано с учетом обеспечения доступа к нему в процессе эксплуатации и ремонта.
Для производства ремонтных работ, предусмотрены грузоподъемные механизмы и соответствующие ремонтные площадки.
В галерее конвейеров №4АБ для производства ремонтных работ используются электрические подвесные кран-балки: две г/п по 5,0 тс и одна г/п 10,0 тс.
Поделиться
|  Разделы АС, АР, КЖ, КМ, КМД и т.д.
Разделы АС, АР, КЖ, КМ, КМД и т.д. Разделы ЭМ, ЭС, ЭО, ЭОМ и т.д.
Разделы ЭМ, ЭС, ЭО, ЭОМ и т.д. Разделы ОВ, ОВиК, ТМ, ТС и т.д.
Разделы ОВ, ОВиК, ТМ, ТС и т.д. Разделы ПС, ПТ, АПС, ОС, АУПТ и т.д.
Разделы ПС, ПТ, АПС, ОС, АУПТ и т.д. Разделы ТХ и т.д.
Разделы ТХ и т.д. Разделы ВК, НВК и т.д.
Разделы ВК, НВК и т.д. Разделы СС, ВОЛС, СКС и т.д.
Разделы СС, ВОЛС, СКС и т.д. Разделы АВТ, АВК, АОВ, КИПиА, АТХ, т.д.
Разделы АВТ, АВК, АОВ, КИПиА, АТХ, т.д. Разделы АД, ГП, ОДД т.д.
Разделы АД, ГП, ОДД т.д. Чертежи станков, механизмов, узлов
Чертежи станков, механизмов, узлов Базы чертежей, блоки
Базы чертежей, блоки для студентов всех специальностей
для студентов всех специальностей Котлы и котельное оборудование
Котлы и котельное оборудование




 Каталог нормативной документации
Каталог нормативной документации